Výrobní linka na výrobu embosovaných kovových kompozitních vnějších panelů

Stručný popis:
Výrobní linka na výrobu embosovaných kovových kompozitních vnějších panelů je výroba nových ekologických lehkých stavebních materiálů, které jsou v současné době ve světě populární.a dekorativní stěnové panely na bázi polyuretanové pěny.Může vyrábět ohnivzdorné tepelně izolační dekorativní stěnové panely s ocelovým plechem na povrchu.polyuretan uprostřed.a hliníková fólie nebo ocelový plech na dně.
Detail produktu
Štítky produktu
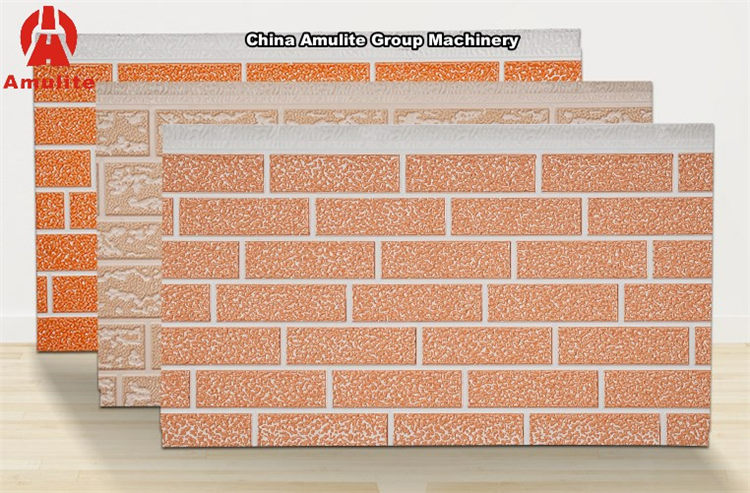
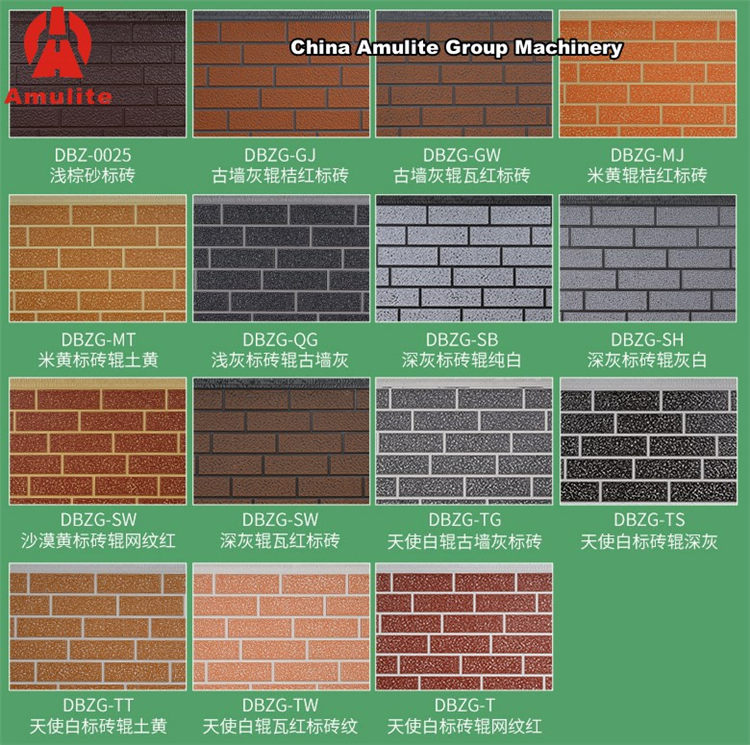
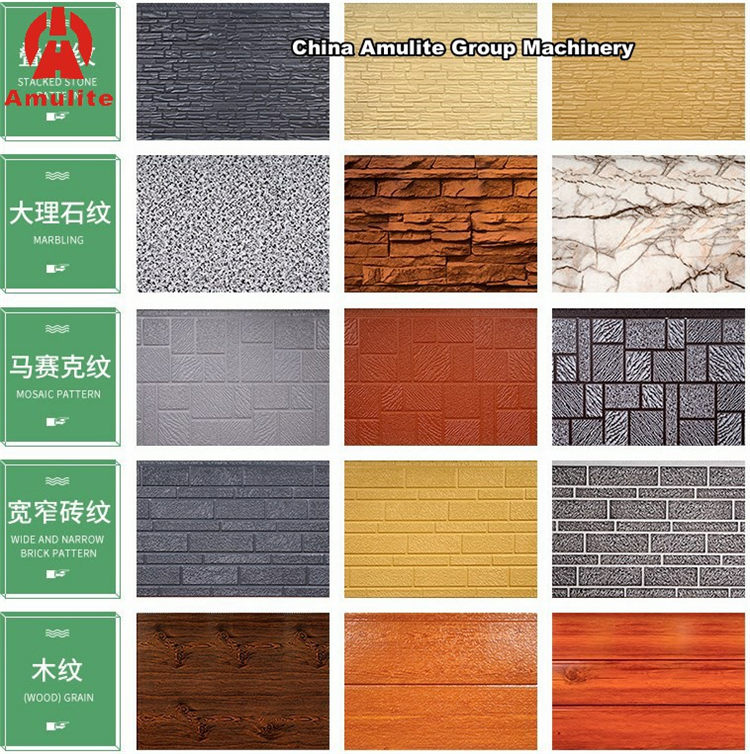
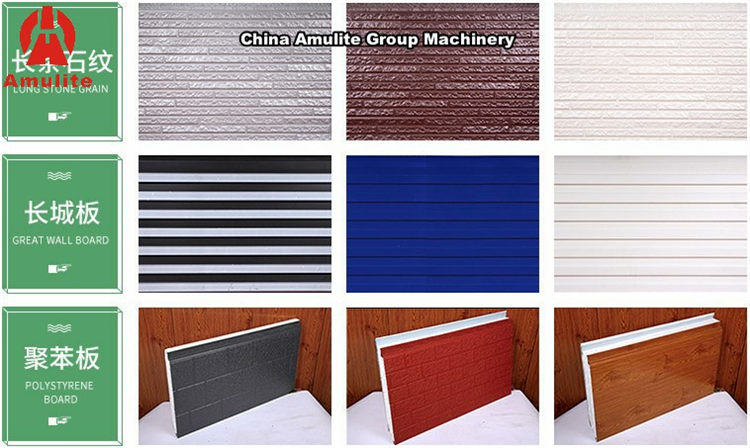
1. Úvod do nástěnného panelu
Výrobní linka na výrobu embosovaných kovových kompozitních vnějších panelů je výroba nových ekologických lehkých stavebních materiálů, které jsou v současné době ve světě populární.a dekorativní stěnové panely na bázi polyuretanové pěny.Může vyrábět ohnivzdorné tepelně izolační dekorativní stěnové panely s ocelovým plechem na povrchu.polyuretan uprostřed.a hliníková fólie nebo ocelový plech na dně. Hlavní oblasti použití výrobků: renovace starých budov.luxusní vilové apartmány.vily.hotely.lehké ocelové konstrukce.mobilní domy.statky.velká nákupní centra.vnitřní a vnější stěny továren.atd.

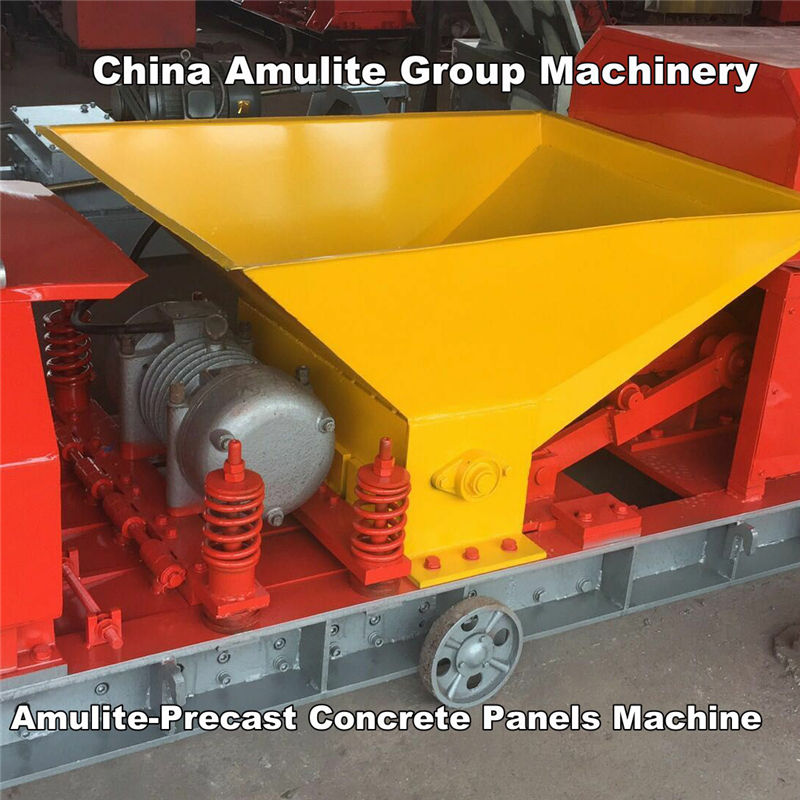
2. Složení zařízení
Reliéfní kovové kompozitní vnější panely Výrobní linka Hlavní odvíječ→ Razící stroj→ Vyrovnávací stroj→ Boční tvarovací stroj→ Topná platforma→ Stroj na vstřikování AB pěny→ Stroj na laminování hliníkových řetězových desek→ Odřezávání pilové desky→ Barvení→ Balení atd.
3. Výrobní linka ražených kovových kompozitních vnějších panelů Hlavní technické parametry
Specifikace nástěnného panelu: A.380×16mm B. (380-500)×(30-40)mm
Rychlost výroby: 4-10 m/min
Délka dvojitého pásového podvozku z hliníkové slitiny: 18-24m
Celkový výkon zařízení: Přibližně 60 kW
Kapacita výrobní linky: Přibližně 1 000 000 m2.

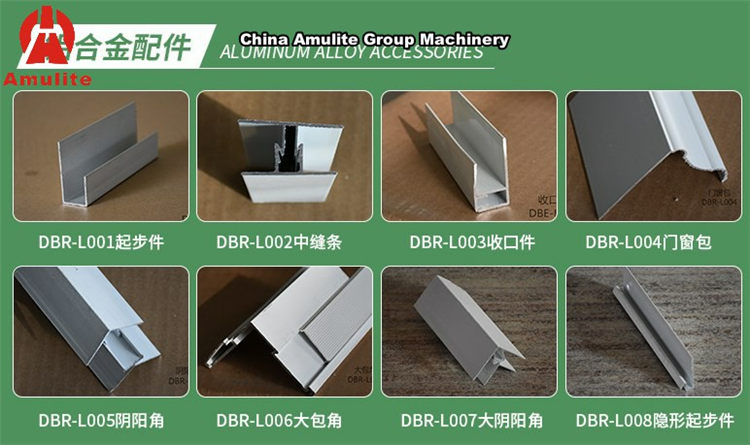
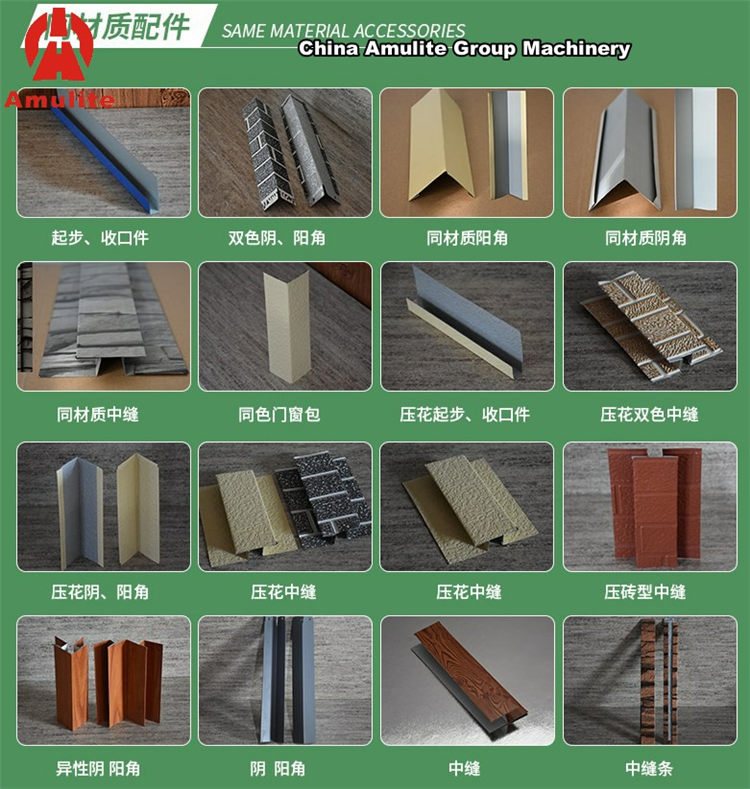
4. Reliéfní kovové kompozitní vnější panely Výrobní linka Představení struktury a funkce jednotky
Ⅰ.Odvíječ
Funkce: Používá se pro odvíjení a ražení ocelových cívek
Typ konstrukce: Profilový ocelový svařovací rám.Boční posun je realizován hydraulickým válcem.Zabraňte odchylce materiálu cívky.Odvíjení Přijímá pasivní typ.Mají pneumatickou brzdu pro kontrolu napětí.

Ⅱ.Razící stroj
Funkce: Podle různých vzorů nástěnného panelu.Dva protilehlé razicí kovové válečky se používají k lisování různých vzorů z barevné oceli.
Ⅲ.Stroj na pěnění:
Nízkotlaký kontinuální pěnový stroj typu BLC(R) nebo vysokotlaký pěnový stroj PH(R/F).Použijte 1 nádrž na pryskyřici (A).1 个 Nádrž na tužidlo (B);Dvě jednotky dávkovacího čerpadla jsou poháněny nezávislými motory s proměnnou frekvencí.Výstupní průtok dávkovacího čerpadla je řízen změnou rychlosti dávkovacího čerpadla.Komponenty jsou smíchány podle požadovaného poměru a rovnoměrně nastříkány mezi spodní ocelové desky nebo jiné substráty.

Ⅳ.Tvářecí stroj
Funkce: Tvar ražené barevné oceli byl upraven obrubováním více kol.
Ⅴ.Laminátor
Funkce: Kompletní online pěnění a tvarování polyuretanu. Jednotka řetězové desky se skládá z hnacího motoru.Řetězové kolo.Řetězová deska z hliníkové slitiny.Hřídel čepu A Valivé Ložisko.Použití metody ohřevu elektrickou topnou trubicí;Může rychle zahřát stroj s dvojitým pásem na požadovanou teplotu pro výrobu. Když teplota dosáhne přednastavené hodnoty.Elektrické topení lze zapnout nebo vypnout podle aktuální situace.
Ⅵ.Pilka s pevnou délkou
Funkce: Rozřezání vytvořené desky podle nastavené velikosti.
Funkce: Základna.Trup a horní pohyblivý rám přijmou ocelovou a plechovou svařovací konstrukci.Propojeno lineární vodicí lištou.Montážní povrch vodicí lišty je dokončen.Zajistěte přesnost instalace;Motor pily je nainstalován na horním pohyblivém rámu.Pohyblivý rám je poháněn převodovým motorem.Laterální pohyb;Upínací zařízení je instalováno na těle.Skládá se ze vzduchového válce a lisovacího bloku;Resetovací zařízení se skládá z válce a vyrovnávacího zařízení;Když deska dosáhne nastavené délky.Upínací válec tlačí upínací blok dolů.A Resetovací válec tlačí tělo, aby se pohybovalo s talířem;Ve stejnou dobu.Motor pily je spuštěn.A redukční motor pohání horní pohyblivý rám, aby se pohyboval vodorovně.Abychom si uvědomili příčné řezání desky;Po dokončení řezání.Upínací zařízení je zvednuté.A resetovací válec pohání tělo k návratu do původního bodu k resetování.
5. Automatické řízení výrobní linky z ražených kovových kompozitních vnějších panelů
Automatický řídicí systém je rozdělen do čtyř částí: ovládání oblasti odvíjení a embosování.Kontrola oblasti tváření a laminace.Kontrola oblasti pěny a kontrola oblasti řezání.Celkový výkon je asi 60 kW, topná platforma je asi 30 kW.Celý řídicí systém se skládá z programovatelného ovladače.Testovací spínač.Ovladač střídače Delta a další součásti.Prostřednictvím dotykové obrazovky zadávání parametrů a ovládání tlačítek.Realizujte automatizovanou výrobu výrobní linky.Jeho výkon je spolehlivý a stabilní.A operace je jednoduchá a snadná.